Surface Roughness Testing Matters!
Surface finishing is about more than looks. In many industries such as automotive, aerospace, medical, and manufacturing how a part performs can come down to something you can’t easily see with the naked eye: its surface roughness. That’s why Vapor Honing Technologies include free surface roughness testing in our complimentary application testing program. First however, let’s cover more about what exactly surface roughness is, how to measure it, and more about its relevance to abrasive blasting!
What Is Surface Roughness?
Surface roughness refers to the fine, microscopic peaks and valleys that remain after a machining or finishing process. These tiny surface features can affect how a part seals, moves, wears, or accepts coatings and adhesives. Surface roughness is commonly measured using two metrics: Ra and Rz.
Ra, or roughness average, is the arithmetic mean of the deviations from the surface’s mean line. It offers a general sense of how smooth or rough a surface is overall. Rz, or mean roughness depth, measures the average vertical distance between the five highest peaks and five lowest valleys across the test length. Rz is more sensitive to outliers and is often more relevant when assessing sealing surfaces or coating prep.
How to Measure It
Surface roughness can be measured by contact or non-contact methods. The most traditional method is using a stylus profilometer. A fine-tipped stylus moves across the surface, recording vertical deviations and creating a precise profile from which Ra and Rz values are calculated.
For more delicate or non-uniform surfaces, non-contact optical methods are also available. These include laser scanning, white-light interferometry, confocal microscopy, or high-resolution digital microscopy. While more expensive, these tools allow for extremely detailed analysis without the risk of damaging soft surfaces.
Common Tools Used
Stylus profilometers are available as portable handheld units or larger benchtop systems. Portable models are well-suited to job shops and production floors, offering quick, repeatable results with minimal training. Benchtop systems offer greater accuracy and flexibility, often used in metrology labs or high-spec manufacturing environments.
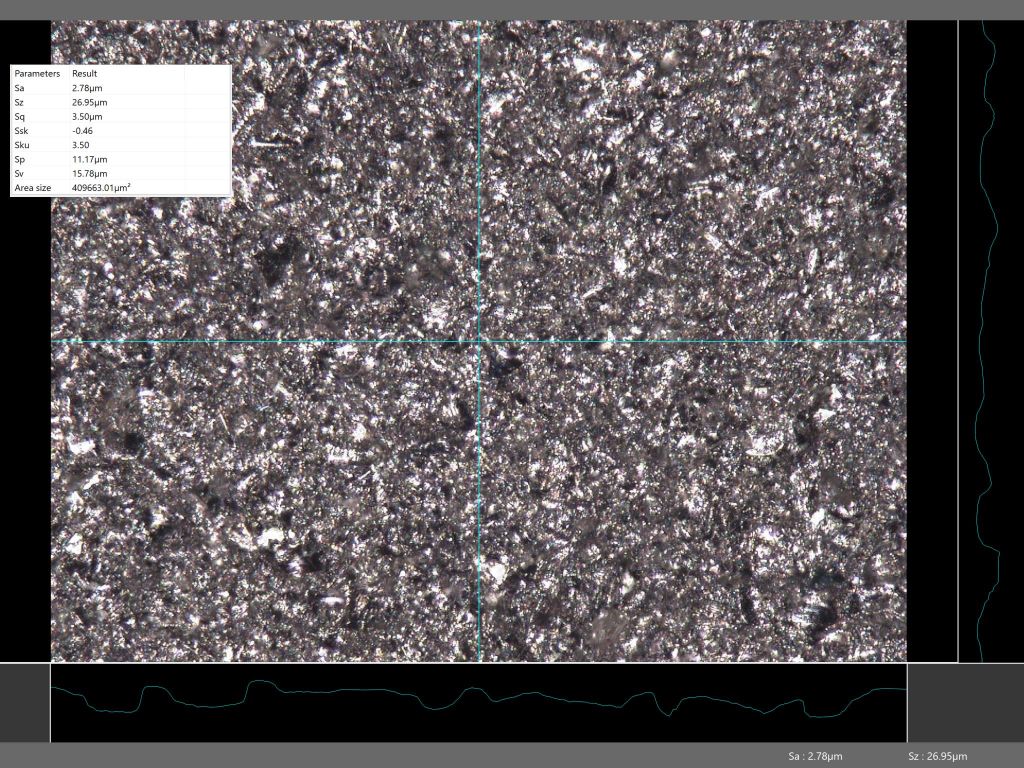
Optical systems, like the Keyence VHX digital microscope, provide non-contact surface analysis and can calculate roughness values using image analysis. While not true profilometers in a technical sense, these systems offer sufficient detail for many applications and are especially useful for visualizing surface texture alongside quantifiable data.
For field or budget-conscious environments, replica tape systems are also used to approximate surface profile. While they don’t measure Ra or Rz directly, they provide comparative measurements that are often sufficient for surface prep validation, such as before applying coatings or paint.
How Media Type Affects Surface Roughness
The abrasive media you use in a blasting process has a direct influence on the resulting surface roughness. Media differs in hardness, shape, and breakdown behavior. The differences of each abrasive media affect how aggressively it cuts, peens, or polishes a surface. Here’s a breakdown of how some common abrasives behave:
Glass Bead
Glass bead is a spherical, relatively soft abrasive. It’s ideal for creating smooth, satin finishes without removing significant base material. Because of its round shape, glass bead tends to peen the surface, compressing it slightly and resulting in lower Ra and Rz values. This media is commonly used when cosmetic appearance and surface integrity are key.
Aluminum Oxide
Aluminum oxide is a sharp, angular, and aggressive abrasive. It cuts into the surface rather than peening it. As a result, it creates a much rougher profile which is ideal for paint or coating adhesion, but less so for precision parts or sealing surfaces. Ra and Rz values on the substrate post blasting are higher than glass bead. It’s often chosen for heavy-duty cleaning, coating prep, or removal of oxidation and corrosion.
Sodium Bicarbonate (Soda)
Soda blasting uses soft, friable sodium bicarbonate crystals. It’s non-destructive and dissolves upon impact, making it excellent for delicate materials like aluminum or composites. Surface roughness after soda blasting tends to be very low, with no change to substrate geometry. It’s often used for cleaning without altering the part’s original surface profile.
Wet Blasting vs. Dry Blasting
Both wet blasting (Vapor Honing) and dry blasting (Sand Blasting) can use the same abrasives, but the presence of water in wet blasting significantly changes the outcome. Below we will detail why that is!
Dry Blasting
Dry blasting uses only compressed air to accelerate abrasive particles toward the surface. It produces higher friction and heat, which can lead to:
-
Deeper surface etching
-
Higher Ra and Rz values
-
Potential for warping thin materials or embedding abrasive
Dry blasting is great for:
When a coarse surface profile is required to support mechanical bonding. In fact, one of its primary uses is coating and paint adhesion, where the roughened surface allows primers, paints, and industrial coatings to grip more effectively. This makes dry blasting an excellent method for prepping parts that require the application of durable finishes.
It’s also highly effective for rust or mill scale removal, especially on ferrous metals. The aggressive impact of dry abrasives like aluminum oxide or crushed glass can strip away layers of oxidation, corrosion, or heat-treated scale quickly, exposing clean metal underneath.
In industries such as construction, fabrication, and shipbuilding, dry blasting plays a crucial role in structural steel preparation. A properly blasted steel surface not only improves coating adhesion but also helps meet specifications for surface cleanliness and profile depth in compliance with industry standards.
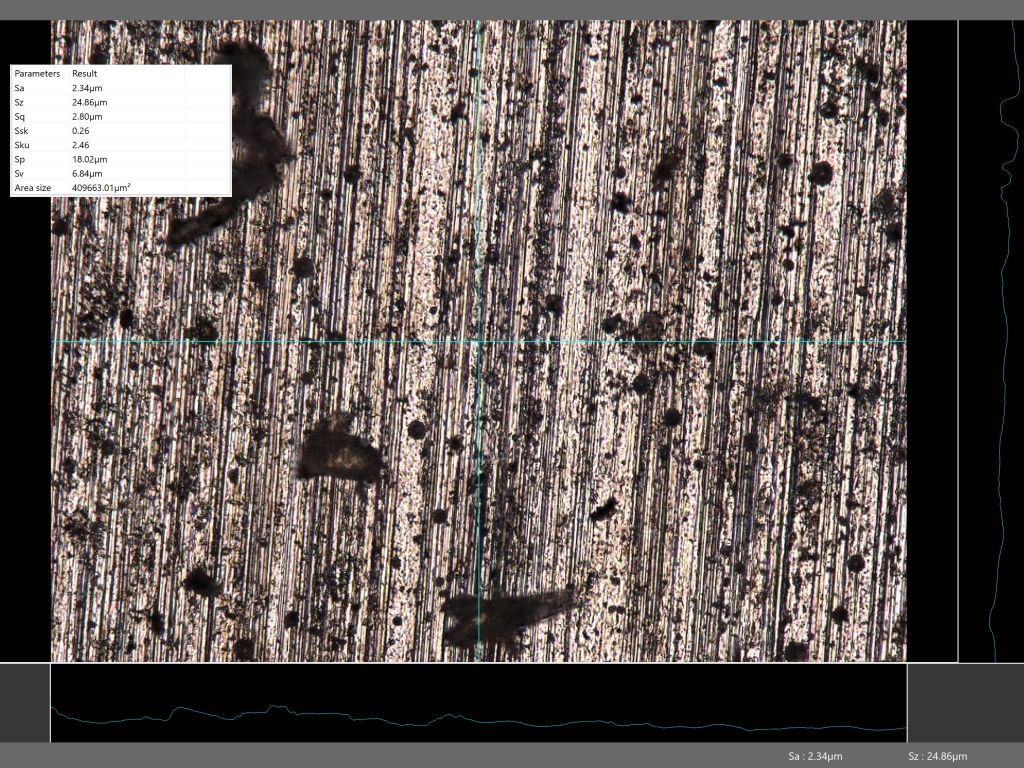
Before Sand Blasting with Aluminum Oxide
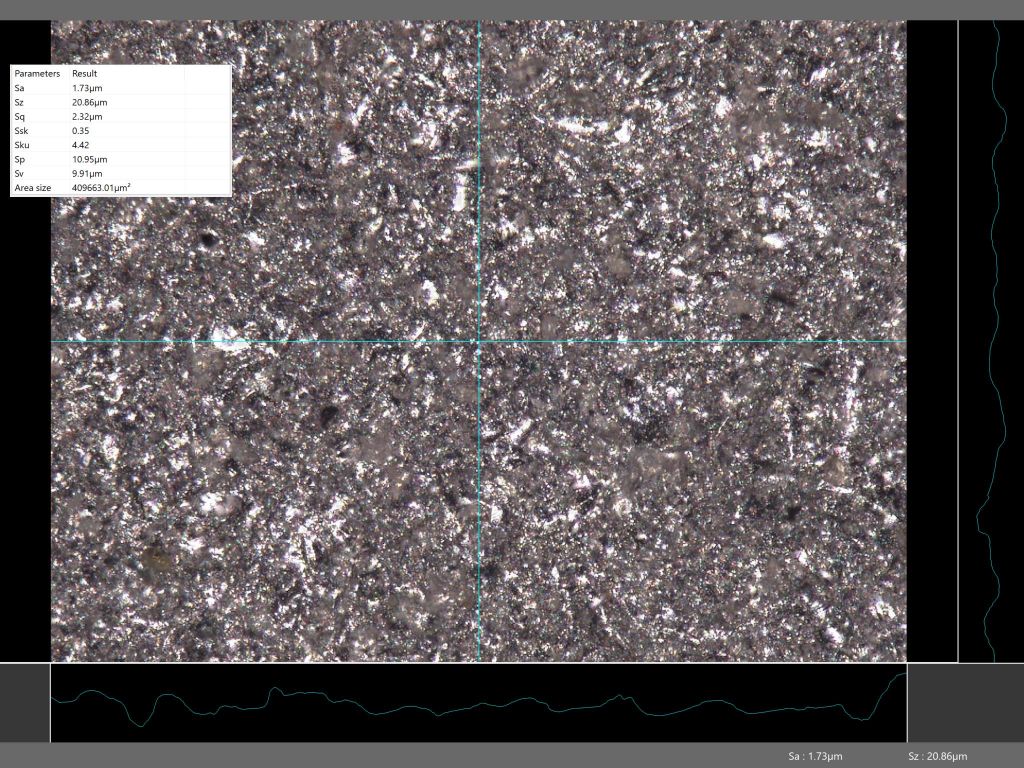
After Sand Blasting with Aluminum Oxide
Wet Blasting (Vapor Honing)
In vapor honing, the abrasive media is suspended in water and propelled with compressed air. The water acts as a buffer and lubricant, producing a gentler finish as the water and abrasive clean the part. Compared to dry blasting:
-
Ra and Rz values are typically lower
-
Media impact is cushioned, reducing wear or distortion
-
The result is often a clean, refined, and uniform surface
Wet Blasting is Especially Good for:
Any applications where a uniform surface, and/or an OEM polish, are important. It’s often the preferred method for cosmetic restoration, as it produces a clean, uniform, and satin-like finish without damaging the base material. It’s also useful for surface preparation prior to sealing or bonding, where consistent and moderate surface roughness is essential to ensure adhesion without compromising the part’s geometry. Additionally, wet blasting excels at deburring and finishing CNC components, offering the ability to smooth edges and surfaces without altering tolerances. This makes it particularly advantageous for parts made from aluminum, brass, and other soft alloys, where dry blasting might be too aggressive or leave unwanted residue and surface distortion.
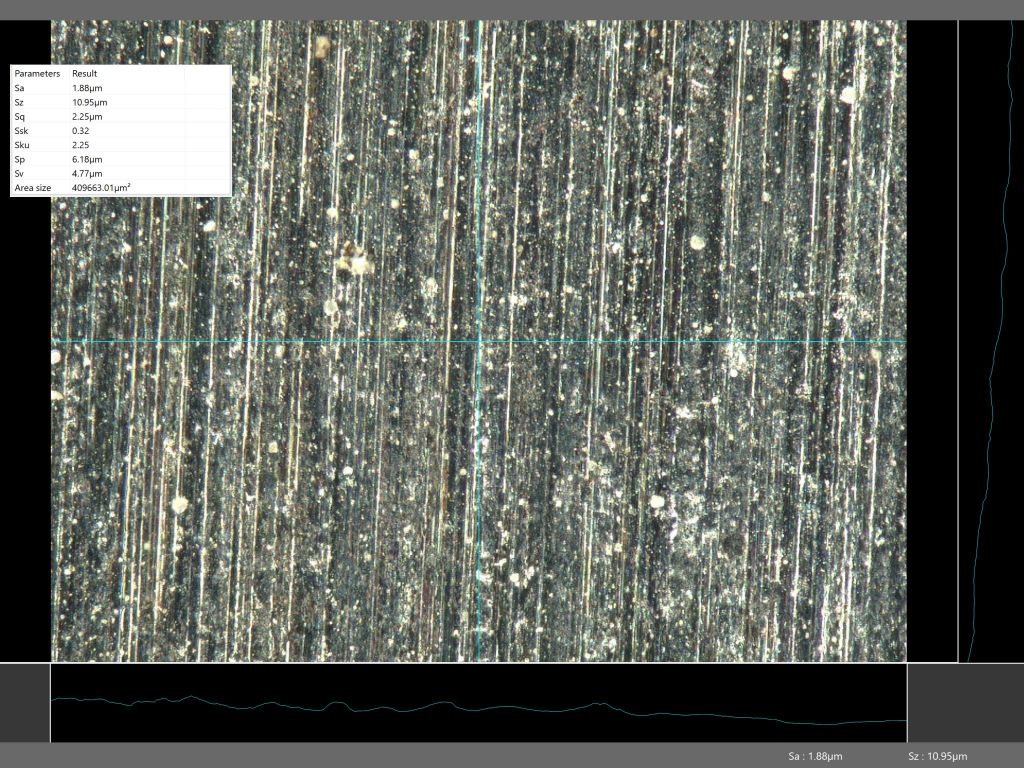
Before Wet Blasting with Aluminum Oxide
After Wet Blasting with Aluminum Oxide
Why Vapor Honing Technologies Measures Roughness
At Vapor Honing Technologies, we are always happy to offer process insight and proof of performance. As part of our free application testing, we not only process your sample but also perform surface roughness testing before and after treatment. This means you can see measurable improvements to the surface, whether you’re evaluating a vapor blasting application for cosmetic restoration, preparing a surface for powder coating, or determining whether dry blasting or parts washing is better suited for your needs.
Understanding surface roughness can help you make smarter decisions, reduce rework, and choose the process that best aligns with your part’s end use. This is why Vapor Honing Technologies can be your ideal partner in this industry. Going beyond the machines themselves we offer a network of information and guidance to help you find the best results.
Ready to Put It to the Test?
If you want to know what kind of finish our machines can produce you don’t have to guess. Send in your parts and we’ll test them for you. We’ll not only show you the results but measure them too. Then once all is said and done, we ship the parts back to you so you can inspect them for yourself. Follow the link below and fill out the form to sign up. Reach out today to begin your free application and surface roughness testing with Vapor Honing Technologies.